





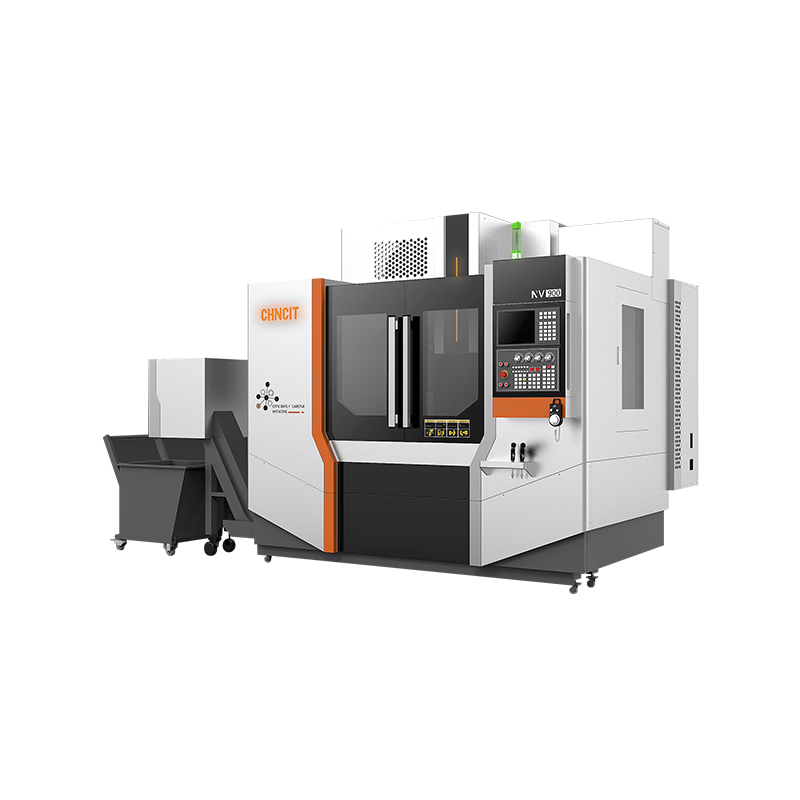
Machining flexibility for various operations like milling, drilling, and tapping;
High precision and efficiency;
Three system choices: Fanuc, mitsubishi, and siemens 828d, with standard original motors;
Belt or Direct type options available for specific product machining requirements.
VIEW MORE 
-
 WHATSAPP
WHATSAPP -
 INS
INS -
 WECHAT
WECHAT
Precision Issues in Vertical Milling Centers Explained
Author: CHNCIT
Date: Feb 26, 2026
Precision concerns are some of the top questions raised about VMC machine Factory products, especially when manufacturing parts with tight tolerances on Vertical Milling Centers. Whether you are producing prototypes or high-volume precision parts, even slight deviations in dimension or surface finish can cause to scrap, rework, and dissatisfied customers. Understanding the common causes of precision problems and how to address them is essential for any machining operation striving for consistent quality and efficiency.
Many users have shared their experiences with precision challenges — ranging from tool wear and calibration drift to vibration and thermal changes — highlighting how these issues affect part quality and production schedules.
1. Tool Wear and Dimensional Inaccuracy
One frequently mentioned cause of precision loss on Vertical Milling Centers is tooling issues. As cutting tools wear down over time, their ability to maintain accurate cuts diminishes, which can directly affect dimensional fidelity and surface quality. Tool wear is especially problematic in high-volume runs or when working with hard or abrasive materials.
User concern: Parts gradually fall out of tolerance over several cycles.
Underlying cause: Worn or dull tools fail to cut consistently, causing inaccurate features.
Mitigation: Implement regular tool inspections, replace tools before critical wear, and consider tooling materials optimized for your workpiece material. Simulation and tool monitoring help anticipate when tools need replacement, reducing unexpected part errors.
Regular tool management not only keeps precision stable but can also extend life of machine components by reducing stress on the spindle and feed systems.
2. Calibration and Alignment Errors
Another widely discussed topic among machinists is improper calibration or alignment, which can introduce dimensional errors even when the machine is mechanically sound. Components like ball screws, guideways, linear rails, and spindle bearings all influence movement accuracy; when any of these are out of spec, precision suffers.
Typical issue: Parts show inconsistencies between different axes or across batches.
Why it happens: Mechanical components wear, lose their original alignment, or suffer backlash, which is extra movement in the axis before the machine responds.
Solution: Regular calibration routines using precision instruments, checking backlash and guideway wear, and using digital probing systems or test pieces can help detect and correct inaccuracies before they impact production.
A comprehensive calibration strategy yields more predictable part accuracy, adding confidence for critical applications.
3. Vibration and Chatter Affecting Surface Finish
Vibration — often called chatter — is another precision issue closely tied to part quality. Small vibrations during cutting can cause to rough surfaces, visible tool marks, and dimensional variation that fails inspection criteria. Causes of vibration include loose machine components, improper tool balance, or feeds and speeds that are not well matched to the cutting conditions.
User scenario: Surface finish looks uneven or has pattern marks after finishing passes.
Root causes: Improper balance in tooling or fixtures, inadequate clamping, or inadequate machine rigidity.
Response: Inspect and tighten mechanical parts routinely, ensure tools are balanced and properly clamped, and tune feed/speed settings based on material and tool specifications. Using vibration-damping materials or mounts can also reduce the impact of residual vibration.
Attention to vibration control contributes directly to smoother finishes and tighter tolerances.
4. Thermal Expansion and Temperature Effects
Thermal changes are often overlooked when discussing precision, yet the heat generated during machining can expand machine parts, workpieces, and tools. This thermal growth leads to dimensional drift that is especially noticeable during long cycles or heavy cutting.
Common observed effect: Part features shift slightly after extended milling runs.
Cause: Differential heating of the machine structure and workpiece creates expansion beyond the assumed baseline.
Approach: Using effective coolants, maintaining a stable ambient workshop temperature, and allowing the machine to reach a thermal steady state before precision measurements improves repeatability. Additionally, some setups include spindle or axis temperature control to reduce thermal drift.
Thermal management is a practical way to stabilize part dimensions across cycles.
5. Programming and Parameter Errors
While mechanical and physical issues often get the spotlight, programming errors also contribute to precision problems. Incorrect G-code, wrong offsets, or inconsistent feeds and speeds introduce variation that shows up in final parts. Community discussions frequently highlight that even experienced operators can make mistakes that influence precision.
Operator mistake: Program uses wrong offset settings or incompatible cutting parameters.
Impact: Parts come out oversized, undersized, or with poor surface characteristics.
Better practice: Verify programs with simulation tools, double-check offsets before running important jobs, and follow documented parameter libraries to minimize human errors.
Careful programming discipline reduces avoidable precision variability.
At Jiangnan CNC Machine Tool Co., Ltd., we encourage users to integrate systematic checks into their workflow and invest in training for operators — simple habits that reinforce consistency and quality in machining operations.



Copyright © Jiangnan CNC Machine Tool Co., Ltd.
